定制数控机床之阀杆专用车铣复合机床
发布日期:2019-06-15 |
分享
加入收藏 关注:
对于一些长线加工的零件,优先考虑的是其产量,定时定量的完成才能获得终端客户的认可。而对于加工企业来说,最重要的反而是成本问题了,量大不是问题,一台机床干不完,我用三台,一个人不够我用三人,但是这样的话各方面的成本都会直线上升,这年头,一个人一年的成本要以10万计了。再者机床的采购成本、维护成本都是大难题。长线加工的零件最适合的就是定制型机床了,专机专用,尽量进行工序的整合,下面就来分享下这台
阀杆专用加工机床。
这个阀杆的图纸如下:
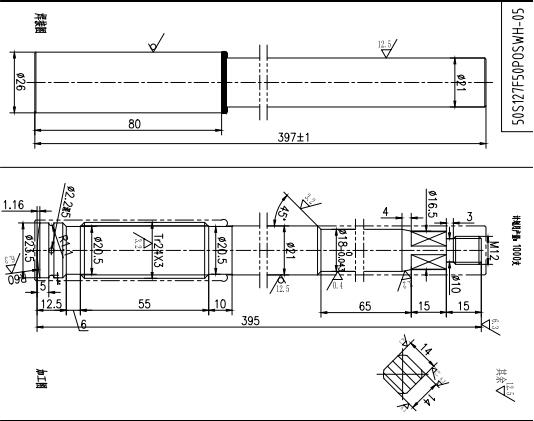
可以看出,这个阀杆的总体长度较长,主要是由车序+铣四方工序组成,我们给出的工艺流程如下:
先加工阀杆的顶端:手动上料→ 夹持φ21轴→ 车球面→ 尾座顶紧→ 车外圆→ 挖槽→ 挑T型螺纹→ 下料
底部的加工:手动上料→ 夹持φ21轴→ 平端面→ 打顶尖孔→ 顶尖顶紧→ 车外圆各台→ 挖槽→ 挑螺纹→ 铣方→ 下料
后期的手动上料又改成了自动后送料、后下料,通过前定位实现定位。两条工序的加工总时长在315秒左右。
阀杆专机的配置大概如下:八工位电动刀架,双刀铣刀盘,采用30度斜床身设计的车序+铣方一体,尾座顶尖通过伺服电机单独控制的全数控车方机。
为了保证加工精度采用的液压顶尖,同时可以保证铣方的稳定性。
最终的自动上下料也着实好好设计了一番,因为工件较长,重量较大,而桁架机械手的成本又太高,专门设计了机械臂进行自动下料。
这样的一台机床可以顶两台普通的车床和铣床了,同时又减少了人工,可见在设备上的投资是极为划算的,以后我们会陆续更新各种定制型机床,欢迎朋友订阅关注。










 手机站二维码
手机站二维码